
步骤一. 检查外螺纹外观是否有损伤
目测牙型外观是否遭受撞击,如果有请用三角锉刀将其清除干净后(如左图),再用细砂纸精修处理(如右图)。
 |
 |
步骤二. 检查内、外螺纹是否清洁
精密锁定螺母装配前请将内螺纹与外螺纹使用去渍油或清洁剂清洗干净(如下左图与右图),并加上润滑油再进行组装。
 |
 |
步骤三. 螺母润滑
内、外螺纹配合锁入前,须先加入润滑油再缓缓锁上螺母(如下左图与右图)。
 |
 |
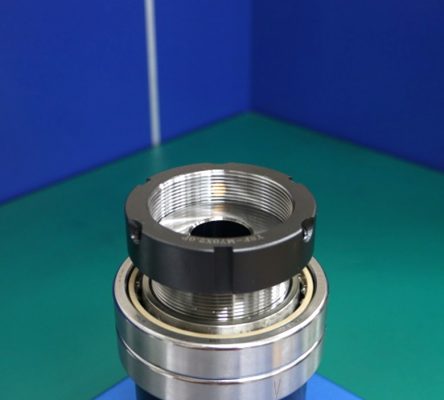
步骤四. 将螺母锁入外螺纹
螺母锁入外螺纹的时候请先利用手动将螺母锁入(如下左图),锁入到承靠面后稍微旋紧(如下右图),YSK型精密锁定螺母请跳过此步骤。
 |
 |
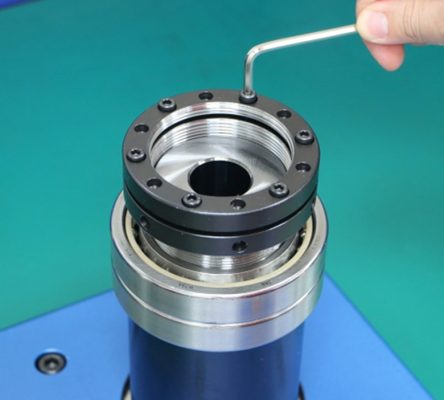
步骤五. 松开紧定螺丝
YSF、YSR与YSA型精密锁定螺母在锁入后,需将紧定螺丝稍微松开(如下左图)。YSK型精密锁定螺母需要在精密螺帽尚未完全锁入前,将锁紧螺丝稍微松开(如下右图)后,再将精密锁定螺母锁入到承靠面。
 |
 |
步骤六. 选用使用适当的工具
使用适当的工具将精密锁定螺母施加扭力至所需扭力值。
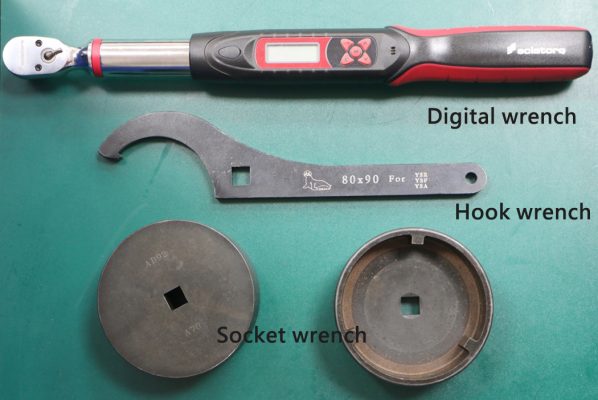
步骤七. 对精密锁定螺母施加扭力
使用数位式扭力扳手搭配勾型扳手,须分3-4次施加扭力
假设所需扭力值为90N-m,并分段加扭力为30N-m→60N-m→90N-m,同一扭力值须平均施力予3个沟槽,直到所需扭力值后,才能再继续施加扭力,重复此步骤直至达到所需扭力
1. 扭力值为30N-m
 |
 |
 |
 |
2. 扭力值为60N-m
|
|
|
 |
3. 扭力值为90N-m
|
|
|
 |
YSK型精密锁定螺母请选用销型扳手搭配数位式扭力扳手(如下左图、右图),并依照上述施力步骤进行组装。
 |
 |
使用数位式扭力扳手搭配专用套筒(如下左图、右图),专用套筒可平均施力于精密锁定螺母的沟槽上,因此可直接施加扭力至所需扭力值。
 |
 |
YSK型精密锁定螺母之专用套筒
 |
 |
步骤八. 对精密锁定螺母上的紧定螺丝施加扭力
使用适当的扭力板手将锁定螺丝施加扭力至所需扭力值(如下图)
例:所需扭力值为9N-m,则须分3-4次施加扭力,先以3N-m→6N-m→9N-m。 并且同一扭力值须平均施力予3个锁定螺丝,直到所需扭力值后,才能再继续施加扭力, 重复此步骤直至达到所需扭力。
1. 扭力值为3N-m
 |
 |
 |
 |
2. 扭力值为6N-m
|
|
|
 |
3. 扭力值为9N-m
|
|
|
 |
YSK型精密锁定螺母的紧定螺丝锁定方式
例:所需扭力值为9N-m,则须分段施加扭力为3N-m→6N-m→9N-m。
并且同一扭力值依造顺序1→2→3→4→5→6,直到所需扭力值后,才能再继续施加扭力,重复此步骤直至达到所需扭力。

不建议使用上端Y型销扳手来锁紧YSK型精密锁定螺母,此锁紧方式容易使弹片变形,严重的话可能使螺母与螺栓咬死,导致无法拆卸。

步骤九. 精密锁定螺母与紧定螺丝扭力值的大小
以上完成精密锁定螺母的锁固,精密锁定螺母扭力值大小需考虑轴承的预压(螺杆预拉)因此无固定值,精密锁定螺母型录中锁定螺丝扭力值大小为参考值,但会因每家客户主轴(螺杆)设计不同因此有差异,如有任何精密锁定螺母使用的问题,或是您使用的精密锁定螺母无法依照上述安装方式安装,请与我们联络,谢谢。
本文由盈锡精密工业提供


